производственная система Тойота (TPS )
В 1930-е годы Toyota Motor Corporation в основном изготавливала простые грузовики . Сначала это были автомобили низкого качества с примитивной технологией изготовления (например, панели кузова приколачивали к раме молотком). Toyota не входила в число преуспевающих компаний.
В 1930-е годы руководители Toyota проштудировали книгу Генри Форда Today and Tomorrow (1926) и отправились в Америку, на заводы Ford и GM, изучать сборочные линии. Конвейерная система, прецизионные станки и идея эффекта масштабов производства были опробованы на предприятиях, которые изготавливали ткацкие станки.
Уже до Второй мировой войны в Toyota поняли, что японский рынок слишком мал, а спрос слишком неоднороден, чтобы делать ставку на массовое производство, выгодное в США. Линия по производству автомобилей в США могла выпускать 9000 единиц продукции в месяц, тогда как Toyota производила всего 900 автомобилей в месяц, то есть производительность Ford была выше в 10 раз. Менеджеры Toyota сознавали: чтобы компания продолжала существовать, нужно адаптировать идею массового производства к японскому рынку. Но как это сделать?
Массовое производство Ford было рассчитано на изготовление ограниченного числа моделей в огромных количествах. Именно поэтому все модели Т были черного цвета. Toyota нужно было на одной сборочной линии производить множество самых разных моделей небольшими партиями. Запросы потребителей на весьма ограниченном японском автомобильном рынке были слишком разнообразны, чтобы создавать отдельную сборочную линию для каждой модели.
Ford купался в деньгах, в его распоряжении был огромный американский и международный рынок. У Toyota не было средств , и она работала на одну маленькую страну. С весьма скромными ресурсами и капиталом, Toyota должна была максимально ускорить денежный оборот (от момента получения заказа до продажи изделия).
У Ford была налаженная система снабжения , у Toyota - нет. Toyota не могла спрятаться за большими объемами и сэкономить на масштабах производства, как Ford. Ей нужно было адаптировать производственный процесс к иным условиям и одновременно добиться высокого качества, низкой цены, сжатых сроков разработки и максимальной гибкости.
Когда в 1950-е годы Ейдзи Тоёда и его менеджеры на 12 недель отправились в учебную поездку по заводам США, они думали, что будут поражены прогрессом в производстве.
Неожиданно для себя они обнаружили, что технологии массового производства с 1930-х годов практически не изменились. Такая производственная система имела множество недостатков. Они увидели, что для производства крупных партий изделий используется громоздкое оборудование, а сами детали подолгу лежат без движения, ожидая, когда их отправят на следующий участок, где после обработки история повторится. Они заметили, что нестыковка отдельных этапов процесса приводит к скоплению огромных запасов комплектующих. Они увидели, что оборудование стоит дорого и что пресловутая эффективность за счет снижения цены одного изделия заставляет рабочих неотрывно следить за бесперебойной работой оборудования.
Ознакомившись с традиционной системой финансовых вознаграждений, они поняли, что менеджеры, которые сумели произвести самое большое количество деталей, не давая станкам и рабочим остановиться, получали денежные премии, хотя их работа вела к перепроизводству, дефектам, которые при огромных партиях готовых деталей подолгу оставались незамеченными, и очень неравномерному потоку. Рабочие места находились в беспорядке, и за их состоянием никто не следил. Туда сюда сновали автопогрузчики, перемещая горы деталей с места на место. Заводы напоминали склады, а не производственные предприятия. Мягко говоря, увиденное не произвело на них особого впечатления. Они поняли, что могут потягаться с таким соперником.
Вернувшись, Ейдзи Тоёда, пригласил директора завода Тайити Оно к себе в кабинет и поставил перед ним новую задачу: усовершенствовать производственный процесс Toyota так, чтобы по уровню производительности компания не отставала от предприятий Ford.
В 1950-е годы Оно отправился на производство, которое он знал, как свои пять пальцев, и начал менять правила игры . Он начал свои бесчисленные рейды по заводам Toyota, последовательно внедряя принципы дзидока и потока единичных изделий. Прошло немало лет, прежде чем ему удалось постепенно создать новую производственную систему - производственную систему Toyota. Разумеется, в ее создании принимали участие не только Оно и его команда.
Наряду с уроками Генри Форда TPS позаимствовала в США множество других идей. Одной из важнейших была концепция вытягивания, в основу которой положен принцип работы американских супермаркетов . В любом хорошем супермаркете запасы товаров на полках пополняются по мере того, как их разбирают покупатели, то есть по мере их потребления. Применительно к цеху это означает, что изготовление или пополнение запаса деталей на Стадии 1 должно осуществляться по мере того, как на следующей Стадии 2 израсходован почти весь запас деталей, изготовленных на Стадии 1 (то есть остался лишь небольшой резервный запас). В TPS следующая партия деталей со Стадии 1 запрашивается только тогда, когда количество деталей, используемых на Стадии 2, сократилось до заданного минимума, получившего название «канбан». Он подает на предшествующую стадию сигнал о том, что запас деталей пора пополнить. Получается, что детали «вытягиваются» по цепочке - от завершающих стадий производственного цикла к начальным.
Без системы вытягивания невозможна реализация концепции «точно вовремя», одной из двух важнейших составляющих TPS.
Кроме того, Toyota с энтузиазмом восприняла учение американского первопроходца в области качества Эдварда Деминга . Он проводил в Японии семинары по качеству и производительности и учил, что в любой бизнес-системе первоочередная задача всех сотрудников организации - удовлетворение и предугадывание желаний потребителя. Он расширил понятие «потребитель», включив в него не только внешнего потребителя, но и внутреннего. Любой человек и любая стадия производственного процесса должны рассматриваться как потребитель, которого нужно обеспечить всем необходимым и в нужный момент. Так появился принцип Деминга «следующий процесс - ваш потребитель». Это один из самых важных принципов концепции «точно вовремя». Этот принцип означает: предшествующий процесс всегда должен делать то, что требует следующий процесс. Иначе концепция «точно вовремя» и система вытягивания не будут работать.
Кроме того, Деминг вооружил японцев систематическим подходом к решению проблем, известным как цикл Деминга, или цикл PDCA (планируй- делай - проверяй - воздействуй). Этот подход стал краеугольным камнем непрерывного совершенствования. По-японски непрерывное совершенствование - кайдзен . Это слово обозначает процесс постепенных, но постоянных улучшений, позволяющий устранить любые потери, которые увеличивают затраты, не создавая добавленной ценности. На самом деле, кайдзен означает «перемена к лучшему» и может относиться как к коренным переменам, так и к незначительным, пошаговым, изменениям. Западные фирмы предпочитают делать ставку на инновацию, которая позволяет совершить одномоментный переворот, а постоянное и постепенное совершенствование является их слабым местом. Именно поэтому при обучении западных предпринимателей акцент делается именно на небольшие, постепенные изменения. Иногда значительные, коренные преобразования называют словом кайкаку (или кайрио). Кайдзен учит эффективно работать в малых группах, решать проблемы, описывать и совершенствовать процессы, собирать и анализировать данные и работать в команде. Кайдзен предполагает, что решение или предложение должно исходить от рабочих, и требует, чтобы внедрению любого решения предшествовали открытое обсуждение и достижение консенсуса. Кайдзен это целая философия, которая предполагает стремление к совершенству и является основой TPS.
В 1960-е годы TPS превратилась в детально проработанную систему , которую можно было применить к любому виду бизнеса и к любому процессу.
Основными составляющими TPS стали:
концепция «точно-в-срок» (JIT, «just-in-time»);
дзидока - встраивание качества, автономизация (интеллектуальная автоматизация), встроенная защита от ошибок.
Инструментарий TPS включаетследующие элементы (методы):
определение ценности будущего продукта;
построение потока создания ценности;
стандартизация;
визуализация;
всеобщий уход за оборудованием (TPM);
быстрая переналадка (SMED);
рациональная организация рабочих мест (5S);
защита от ошибок - дзидока (poka-yoke);
всеобщий менеджмент качества (TQM);
постоянное совершенствование – кайдзен.
Перечисленные элементы легли в основу 14 принципов , составляющих подход Toyota. Принципы сгруппированы в четыре категории:
философия долгосрочной перспективы;
правильный процесс дает правильные результаты (речь идет об использовании ряда инструментов TPS);
добавляй ценность организации, развивая своих сотрудников и партнеров;
постоянное решение фундаментальных проблем стимулирует непрерывное обучение.
Принцип 1 . Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям .
Используй системный и стратегический подходы при постановке целей, причем все оперативные решения должны быть подчинены такому подходу. Осознай свое место в истории компании и старайся вывести ее на более высокий уровень. Работай над организацией, совершенствуй и перестраивай ее, двигаясь к главной цели, которая важнее, чем получение прибыли. Концептуальное понимание своего предназначения - фундамент всех остальных принципов.
Твоя основная задача - создавать ценность для потребителя, общества и экономики. Оценивая любой вид деятельности в компании, учитывай, решает ли она эту задачу.
Будь ответственным. Стремись управлять своей судьбой. Верь в свои силы и способности. Отвечай за то, что делаешь, поддерживай и совершенствуй навыки, которые позволяют тебе производить добавленную ценность.
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Перестрой технологический процесс так, чтобы создать непрерывный поток, эффективно обеспечивающий добавление ценности. Сократи до минимума время, которое незавершенная работа находится без движения.
Создавай поток движения изделий или информации и налаживай связи между процессами и людьми, чтобы любая проблема выявлялась немедленно.
Этот поток должен стать частью организационной культуры, понятной для всех. Это ключ к непрерывному совершенствованию и развитию людей.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства .
Сделай так, чтобы внутренний потребитель, который принимает твою работу, получил то, что ему требуется, в нужное время и в нужном количестве. Основной принцип: при системе «точно вовремя» запас изделий должен пополняться только по мере их потребления, сведи к минимуму незавершенное производство и складирование запасов. Держи в запасе небольшое число изделий и пополняй эти запасы по мере того, как их забирает потребитель.
Будь восприимчив к ежедневным колебаниям потребительского спроса, которые дают больше информации, чем компьютерные системы и графики. Это поможет избежать потерь при скоплении лишних запасов.
Принцип 4 . Распределяй объем работ равномерно (хейдзунш): работай как черепаха, а не как заяц .
Устранение потерь - лишь одно из трех условий успеха бережливого производства. Устранение перегрузки людей и оборудования и сглаживание неравномерности графика производства не менее важны. Этого часто не понимают в компаниях, которые пытаются применять принципы бережливого производства, работай над равномерным распределением нагрузки во всех процессах, связанных с производством и обслуживанием. Такова альтернатива чередованию авралов и простоев, характерных для массового производства.
Принцип 5 . Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество .
Качество для потребителя определяет твое ценностное предложение. Используй все доступные современные методы обеспечения качества.
Создавай оборудование, которое способно самостоятельно распознавать проблемы и останавливаться при их выявлении. Разработай визуальную систему извещения лидера команды и ее членов о том, что машина или процесс требуют их внимания. Дзидока (машины с элементами человеческого интеллекта) - фундамент для «встраивания» качества.
Позаботься о том, чтобы в организации существовала система поддержки, готовая к оперативному решению проблем и принятию корректирующих действий.
Принцип остановки или замедления процесса должен обеспечивать получение необходимого качества «с первого раза» и стать неотъемлемой частью производственной культуры компании. Это повысит производительность процессов в перспективе.
Принцип 6 . Стандартные задачи - основа непрерывного совершенствования и делегирования полномочий сотрудникам .
Используй стабильные, воспроизводимые методы работы, это позволит сделать результат более предсказуемым, повысит слаженность работы, а выход продукции будет более равномерным. Это основа потока и вытягивания.
Фиксируй накопленные знания о процессе, стандартизируя лучшие на данный момент методы. Не препятствуй творческому самовыражению, направленному на повышение стандарта; закрепляй достигнутое новым стандартом. Тогда опыт, накопленный одним сотрудником, можно передать тому, кто придет ему на смену.
Принцип 7 . Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Используй простые визуальные средства, чтобы помочь сотрудникам быстро определить, где они соблюдают стандарт, а где отклонились от него.
Не стоит использовать компьютерный монитор, если он отвлекает рабочего от рабочей зоны.
Создавай простые системы визуального контроля на рабочих местах, способствующие поддержанию потока и вытягивания.
По возможности сократи объем отчетов до одного листа, даже если речь идет о важнейших финансовых решениях.
Принцип 8 . Используй только надежную, испытанную технологию.
Технологии призваны помогать людям, а не заменять их. Часто стоит сначала выполнять процесс вручную, прежде чем вводить дополнительное оборудование.
Новые технологии часто ненадежны и с трудом поддаются стандартизации, а это ставит под угрозу поток. Вместо непроверенной технологии лучше использовать известный, отработанный процесс.
Прежде чем вводить новую технологию и оборудование, следует провести испытания в реальных условиях.
Отклони или измени технологию, которая идет вразрез с твоей культурой, может нарушить стабильность, надежность или предсказуемость.
И все же поощряй своих людей не забывать о новых технологиях, если речь идет о поисках новых путей. Оперативно внедряй зарекомендовавшие себя технологии, которые прошли испытания и делают поток более совершенным.
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других .
Лучше воспитывать своих лидеров, чем покупать их за пределами компании.
Лидер должен не только выполнять поставленные перед ним задачи и иметь навыки общения с людьми. Он должен исповедовать философию компании и подавать личный пример отношения к делу.
Хороший лидер должен знать повседневную работу как свои пять пальцев, лишь тогда он сможет стать настоящим учителем философии компании.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Создавай сильную, стабильную производственную культуру с долговечными ценностными ориентациями и убеждениями, которые разделяют и принимают все.
Обучай незаурядных людей и рабочие команды действовать в соответствии с корпоративной философией, которая позволяет достичь исключительных результатов. Трудись не покладая рук над укреплением производственной культуры.
Формируй межфункциональные группы, чтобы повысить качество и производительность и усовершенствовать поток за счет решения сложных технических проблем. Вооружи людей инструментами, которые позволяют совершенствовать компанию.
Неустанно обучай людей работать в команде на общую цель. Освоить работу в команде должен каждый.
Принцип 11 . Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
Уважай своих партнёров и поставщиков, относись к ним, как к равноправным участникам общего дела.
Создавай для партнеров условия, стимулирующие их рост и развитие. Тогда они поймут, что их ценят. Ставь перед ними сложные задачи и помогай решать их.
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу ).
Решая проблемы и совершенствуя процессы, ты должен увидеть происходящее своими глазами и лично проверить данные, а не теоретизировать, слушая других людей или глядя на монитор компьютера.
В основе твоих размышлений и рассуждений должны лежать данные, которые проверил ты сам.
Даже представители высшего руководства компании и руководители подразделений должны увидеть проблему своими глазами, лишь тогда понимание ситуации будет подлинным, а не поверхностным.
Принцип 13 . Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
Не принимай однозначного решения о способе действий, пока не взвесишь все альтернативы. Когда ты решил, куда идти, следуй избранным путем без промедления, но соблюдай осторожность.
Немаваси - это процесс совместного обсуждения проблем и потенциальных решений, в котором участвуют все. Его задача - собрать все идеи и выработать единое мнение, куда двигаться дальше. Хотя такой процесс и занимает довольно много времени, он помогает осуществить более масштабный поиск решений и подготовить условия для оперативной реализации принятого решения.
Принцип 14 . Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Как только процесс стабилизировался, используй инструменты непрерывного совершенствования, чтобы выявить первопричины неэффективной работы, и принимай действенные меры. Создай такой процесс, который почти не требует запасов. Это позволит выявить потери времени и ресурсов. Когда потери очевидны для всех, их можно устранить в ходе непрерывного совершенствования (кайдзен).
Оберегай базу знаний об организации своей компании, не допускай текучести кадров, следи за постепенным продвижением сотрудников по службе и сохранением накопленного опыта.
При завершении основных этапов и окончании всей работы произведи анализ (хансей) ее недостатков и открыто говори о них. Разработай меры, которые предупредят повторение ошибок.
Вместо того чтобы изобретать колесо, когда начинаешь новую работу или когда появляется новый менеджер, научись стандартизовать лучшие приемы и методы.
По мнению многих специалистов, сущность бережливого производства не в том, чтобы копировать инструменты Toyota, разработанные для конкретного производственного процесса. Бережливое производство означает, что нужно разработать принципы работы конкретной организации и придерживаться их, эффективно создавая добавленную ценность для потребителей и общества. Но все-таки можно выделить общие шаги на этом пути.
Для создания бережливого производства на конкретном предприятии необходимо выполнить следующие шаги :
Определить ценность продукта.
Определить поток создания ценности этого продукта.
Обеспечить непрерывное течение потока создания ценности продукта в соответствии со временем такта.
Создать вытягивающую систему для управления производством.
Использовать кайдзен для постоянного устранения потерь, сокращения объемов партий, сокращения супермаркетов и расширения распространения непрерывного потока.
Дао Toyota Лайкер Джеффри
Производственная система Toyota (TPS) и бережливое производство
Производственная система Toyota представляет собой уникальный подход к производству. Именно она породила движение за бережливое производство, которое (вместе с концепцией шести сигм) стало одной из доминирующих тенденций в последние десять лет. Несмотря на то что движение за бережливое производство стало весьма популярным, я надеюсь, эта книга убедит вас в том, что большинство попыток создать бережливое производство были довольно поверхностны. Большинство компаний уделяли слишком много внимания таким инструментам, как 5S и системе «точно вовремя», не воспринимая бережливое производство как единую систему, как дух, которым пропитана культура организации. В большинстве компаний, пытавшихся внедрить бережливое производство, высший менеджмент не принимал участия в повседневной работе и непрерывном совершенствовании, которые являются неотъемлемой частью этой производственной системы. Toyota подходит к этому по-иному.
Что представляет собой бережливое предприятие? Можно сказать, что это конечный результат применения производственной системы Toyota на всех этапах бизнеса. В прекрасно написанной книге «Бережливое производство » Джеймс Вумек и Дэниел Джонс определяют бережливое производство как процесс, который включает пять этапов:
Определение ценности для потребителя;
Выстраивание последовательного потока создания этой ценности;
Обеспечение непрерывности этого потока;
Обеспечение «вытягивания» от заказчика;
Стремление к совершенству.
Для того чтобы производство стало «бережливым», производитель должен усвоить образ мышления, который даст возможность организовать поток единичных изделий, то есть организовать работу так, чтобы изделие проходило стадии, где добавляется стоимость, без сбоев, помех и остановок. Для этого необходима система «вытягивания», которая учитывает в первую очередь запросы потребителя и предполагает, что на очередную стадию процесса подается лишь то, что будет использовано немедленно. А кроме того, бережливое производство требует культуры, когда каждый стремится к постоянному совершенствованию.
Тайити?но, основатель TPS, сформулировал это гораздо короче:
Все, чем мы занимаемся, – это следим за временем между размещением заказа потребителем и получением денег за выполненную работу. Мы сокращаем этот промежуток времени, устраняя потери, которые не добавляют ценности (Ohno, 1988).
Из главы 2 мы более подробно узнаем о том, что производственная система Toyota была разработана после Второй мировой войны, когда Toyota находилась совсем в иных условиях, чем Ford и GM. В то время как Ford и GM бросили все силы на массовое производство, экономя на масштабах производства, и стремились производить как можно больше деталей, снижая их стоимость, рынок Toyota в послевоенной Японии был очень невелик. Чтобы удовлетворить запросы потребителя, Toyota приходилось использовать одни и те же сборочные линии для создания самых разных автомобилей. Решающим фактором для эффективности ее работы стала гибкость. Это помогло Toyota сделать важное открытие: сокращая сроки разработки и обеспечивая гибкость производственных линий, можно добиться лучшего качества, более чутко реагировать на запросы потребителей, повысить эффективность работы и намного рациональнее использовать оборудование и пространство. Хотя традиционное массовое производство, которым занимается Ford, привлекало дешевизной единицы продукции, потребитель предпочел бы иметь гораздо больший выбор, чем могли предложить приверженцы массового производства, не оставшись при этом в убытке. В 1940-е и 1950-е годы Toyota бросила все силы на устранение потерь времени и материалов на всех стадиях производственного процесса – начиная с сырья и заканчивая готовой продукцией. Именно это необходимо сегодня большинству компаний: динамичные, гибкие процессы, которые дадут потребителю то, что ему нужно и когда нужно, и обеспечат высочайшее качество по приемлемой цене.
Внимание, уделяемое «потоку», по-прежнему является основой успеха Toyota в XXI веке. Такие компании, как Dell, тоже славятся сжатыми сроками выполнения заказа, высокой оборачиваемостью запасов и быстрой окупаемостью, что позволяет им стремительно расти. Но даже Dell только начала превращаться в современное «бережливое предприятие», которое Toyota создала за десятилетия обучения и упорного труда.
К сожалению, большинство компаний до сих пор используют технологии массового производства, которые хорошо работали у Генри Форда в 1920-е годы, когда гибкость производителя и предпочтения потребителя не имели большого значения. Первым обратил внимание на эффективность отдельных процессов массового производства Фредерик Тэйлор, который в начале XX века занялся научным менеджментом. Подобно создателям производственной системы Toyota, Тэйлор стремился устранить потери в ходе производственных процессов. Он наблюдал за рабочими, чтобы устранить все нерациональные движения. Идеологи массового производства прекрасно знали и о других факторах, не добавляющих ценности, например о простоях оборудования. Ведь если приходится выключать станок и заниматься его ремонтом, он не производит детали, которые стоят денег. Но давайте рассмотрим на первый взгляд алогичные принципы, касающиеся действия факторов, не добавляющих ценности, – принципы, на которых строится философия TPS.
Часто лучше остановить станок и прекратить производить детали. Это делается для того, чтобы избежать перепроизводства, которое является основным видом потерь в TPS.
Часто лучше создать некоторый запас готовых изделий, чтобы производственный график был более сбалансированным, вместо того чтобы производить продукцию в соответствии с текущими колебаниями потребительского спроса. Выравнивание графика производства (хейдзунка) является основой системы выравнивания потока и системы вытягивания, позволяя свести к минимуму запасы поставляемых деталей. (Выравнивание предполагает, что изменение объемов и ассортимента изделий изо дня в день сводится к минимуму.)
Иногда необходимо и оправданно избирательное увеличение использования рабочей силы и замещение ею накладных расходов, что позволяет снять лишнюю нагрузку с создающих добавочную стоимость рабочих. Чтобы они работали без потерь, им нужно обеспечить качественную поддержку – так же, как хирургу во время ответственной операции.
Далеко не всегда нужно, чтобы рабочие изготавливали детали как можно быстрее. Скорость изготовления деталей определяется требованиями потребителя. Если вы без достаточных оснований добиваетесь максимальной производительности рабочих, то это будет лишь другой формой перепроизводства и фактически приведет к общему увеличению численности занятых.
К использованию информационных технологий и автоматизации следует подходить избирательно, предпочитая им в ряде случаев ручную работу, даже если кажется, что автоматизация окупится, позволяя сократить количество рабочих. Люди – это наиболее гибкий ресурс, которым вы располагаете. Пока операции, совершаемые вручную, не продуманы до мелочей, вы не поймете, на каких участках вам действительно не обойтись без автоматизации.
Иными словами, часто кажется, что подход Toyota к решению отдельных проблем скорее множит затраты, чем устраняет их. Когда Тайити?но ходил по цехам и учился на собственном опыте, он пришел к парадоксальному выводу: устранение действий, не добавляющих ценности, не имеет ничего общего с работой на износ и эксплуатацией оборудования на пределе возможностей. Избавляясь от потерь, следует уделять основное внимание способу превращения сырья в пользующийся спросом товар. ?но ходил по цехам, чтобы определить, какие именно действия при обработке сырья создают добавленную ценность. Все остальное представляло собой потери, которые нужно устранить. Он научился составлять карту потока создания добавленной ценности, где сырье превращается в конечный продукт, за который заказчик готов платить. Этот подход в корне отличался от философии массового производства, где выявляли, подсчитывали и устраняли потери времени и сил при существующих производственных процессах.
Если вы так же, как?но, пройдете по цехам и посмотрите на процессы в своей организации, вы увидите, как материалы, счета, заявки на техобслуживание, опытные образцы деталей, изготовленные конструкторскими бюро (тут вы могли бы и сами легко добавить, что соответствует вашему бизнес-процессу), превращаются в то, что нужно потребителю. При ближайшем рассмотрении часто оказывается, что образуются «залежи», и проходит немало времени, прежде чем тот или иной продукт подается на очередную стадию процесса обработки. Едва ли вам понравится на каждом шагу стоять в длинных очередях. ?но считал, что с деталями и материалами происходит примерно то же самое. Им тоже не терпится дождаться своего часа. Если крупная партия деталей лежит без движения и ждет, пока она понадобится, если накапливаются горы невыполненных заявок, если у конструкторов нет времени на испытание опытных образцов, такое ожидание превращается в потери. В результате внешний и внутренний потребители теряют терпение. Именно поэтому TPS начинает с потребителя и задает вопрос: «Какую ценность мы должны создать с точки зрения потребителя?» К созданию ценности в ходе любого процесса – будь то производство, маркетинг или процесс разработки – ведет только одно – материальная или информационная трансформация изделия, услуги или операции, которые позволяют получить продукт, нужный потребителю.
Данный текст является ознакомительным фрагментом. автора Вумек ДжеймсВведение Бережливое потребление и бережливое обеспечение Потребление. Звучит очень просто, и в развитых странах с рыночной экономикой почему-то считается, что потребление не требует никаких усилий. Потребители легко, даже мгновенно получают именно то, что хотят. И все же
Из книги Продажа товаров и услуг по методу бережливого производства автора Вумек ДжеймсУстойчивое бережливое лидерство Только что мы рассмотрели пример серьезного преобразования, связанного с применением принципов бережливого потребления в компаниях, ориентированных на массовое потребление. Он соответствует процессу кайкаку (революционному этапу) при
Из книги Продажа товаров и услуг по методу бережливого производства автора Вумек ДжеймсВоображаемое бережливое авиапутешествие Как можно лучше решить проблему потребителя, желающего благополучно добраться до Харибды с минимальными затратами времени и нервов, причем сделать это эффективным с точки зрения затрат и выгодным для перевозчика? Мы всегда
Из книги Твитономика. Все, что нужно знать об экономике, коротко и по существу автора Комптон НикЧто такое бережливое производство? Бережливое производство, или «тойотизм», – подход, направленный на создание производства без отходов и издержек, компактного и эффективного.«Тойотизмом» его назвали потому, что впервые он был применен на заводах компании Toyota и стал
Из книги Учетная политика организаций на 2012 год: в целях бухгалтерского, финансового, управленческого и налогового учета автора Кондраков Николай Петрович5.2.1. Система счетов учета затрат на производство продукции и ее продаж Выбор системы счетов для учета затрат на производство продукции (выполнение работ, оказание услуг) и ее продажи в значительной мере зависит от масштабов деятельности организации, отраслевых,
Из книги Бухгалтерский учет в сельском хозяйстве автора Бычкова Светлана Михайловна11.2. Учетная категория «затраты на производство», классификация затрат на производство Под затратами на производство понимают себестоимость ресурсов, использованных в процессе производства, выполнения работ и оказания услуг.Система управления затратами необходима для
Из книги Продажи и управление бизнесом в розничном банке автора Пухов Антон ВладимировичГлава 10 Бережливое производство в розничном бизнесе банка К теме бережливого производства (Lean Production) банки подходят на разных стадиях своего развития, к изучению и внедрению этой методики их подталкивает необходимость решения таких проблем, как, например, наличие
Из книги Экономическая теория: учебник автора Маховикова Галина АфанасьевнаЗанятие 4 Производственная функция. Производство и временной горизонт фирмы. Оптимальный путь роста Семинар Учебная лаборатория: отвечаем, обсуждаем и дискутируем… Отвечаем:1. В чем сущность закона предложения? Почему кривая предложения является восходящей?2. Какой
автора Лайкер ДжеффриГлава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota Я намерен свести к минимуму потери времени в технологических процессах и при поставке деталей и материалов. Мой ориентир – подход «точно вовремя». Мое
Из книги Дао Toyota автора Лайкер ДжеффриПроизводственная система, которая изменила мир В 1950-е годы?но отправился на производство, которое он знал как свои пять пальцев, и начал менять правила игры. У него не было крупной консалтинговой фирмы, клейких листочков – стикеров (Post-it® notes) или программы PowerPoint, чтобы в
Из книги Дао Toyota автора Лайкер ДжеффриСистема канбан в Toyota – вытягивай, где необходимо Настоящий поток единичных изделий представляет собой систему с нулевыми запасами, которая производит товары только тогда, когда они нужны потребителю. Система, которая ближе всего к этому идеалу, – это разработанная в
Из книги Дао Toyota автора Лайкер ДжеффриГлава 22 Преобразуйте вашу компанию в бережливое обучающееся предприятие на основе Дао Toyota Один человек делал свою часть работы, другой – свою, но удостовериться, что та и другая работа выполняется, не входило в обязанности ни одного из них. Это было очень похоже на
Из книги Дао Toyota автора Лайкер ДжеффриШесть сигм, инструменты бережливого производства и система «бережливое производство + шесть сигм»: набор инструментов или нечто большее? Существует множество «инструментальных» подходов к совершенствованию организации. Так, весьма популярной программой, которую
Из книги Гемба кайдзен. Путь к снижению затрат и повышению качества автора Имаи МасаакиНаилучшая производственная система Чтобы успешно реализовать концепцию «качество, затраты, поставка» (QCD) и удовлетворить запросы потребителя, а также свои собственные, в производственной компании должны существовать три основных системы: 1) всеобщий контроль качества
Из книги Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте автора Коллектив авторовПроизводственная система Toyota и система канбан У многих людей выражение «производственная система Toyota» сразу же вызывает ассоциации с системой канбан, и в целом это, конечно, верно, но не совсем точно.Система канбан – один из методов управления, используемых в рамках
Из книги Путь Caterpillar [Уроки лидерства, роста и борьбы за стоимость] автора Бушар КрейгCaterpillar и бережливое производство Суть бережливости заключается в устранении потерь; при этом у данной концепции нет признанного автора. Бенджамин Франклин, Фредерик Уинслоу Тейлор, У. Эдвард Деминг, Генри Форд и Гэнъити Тагути – это лишь некоторые из людей, внесших свой
Оглавление
Введение 3
1. Управление менеджментом 5
2. Методологические подходы к менеджменту 11
3. Анализ внутренней и внешней среды организации 13
4. Стратегия компании Тойота 17
5. Миссия и механизм управления 20
6. Обоснование эффективности деятельности наших менеджеров 22
Заключение 31
Литература 32
Введение
Успех фирмы Toyota уже многие десятилетия вызывает неизменный интерес у менеджеров и бизнесменов по всему миру. Надежность автомобилей Toyota стала эталоном для мировой автопромышленности, поэтому каждый, кто заинтересован в повышении качества товаров и услуг, так или иначе знакомится с опытом этой корпорации.
С 2000 года объем производства мировой автомобильной промышленности вырос до 60 млн. машин в год, причем более половины прироста приходится на долю японской компании Тойота. Пока мировая общественность следила за событиями в компании Nissan, Toyota осуществила глобальную программу увеличения производства; скоро этот лидер всей японской промышленности будет производить больше автомобилей за границей, чем в Японии. Тойота уже опередила по объему производства Ford и теперь намерена обойти по объему продаж Chrysler, чтобы войти в состав американской "Большой тройки". В отличие от всех других автомобильных компаний, которые почти не получают прибыли с вложенного капитала, компании Toyota удается получать стабильно высокую отдачу.
Руководство японского автогиганта поставило перед собой амбициозную цель - установить контроль над 15% мирового автомобильного рынка, вытеснив с первого места корпорацию General Motors. Рубеж в 10% уже взят. Топ-менеджмет компании признает, что такие цели ставятся в том числе для мотивации сотрудников.
Прежде всего, Тойота показала всему миру, как следует изготавливать автомобили: мало кто слышал о технологической системе Toyota Production System (TPS) до того, как она, и в частности, ее важнейший элемент - система "точно вовремя" - были описаны в изданной в 1991 году книге "Машина, изменившая мир".
Ключевой принцип TPS - это устранение неэффективной траты ресурсов и поддержание постоянного высокого качества при помощи непрерывного улучшения. Система "точно вовремя" является лишь элементом всеохватной программы устранения ненужной работы и бесполезной траты ресурсов. Система TPS была затем воплощена во многих других отраслях мировой промышленности.
За последние 30 лет качество американских и европейских автомобилей также непрерывно улучшалось, однако цены реально снизились лишь немного, это снижение нельзя даже сравнивать с падением цен на электронные товары. Пока американские и европейские автокомпании совершенствовали свои модели, покупатели быстро поняли преимущество надежных японских автомобилей и отдали предпочтение им. Когда в ответ на распространение японской автотехники Америка и Европа ввели торговые барьеры, японские компании начали строить заводы на европейской и американской территории. Хотя Тойота расширялась на мировом рынке медленней, чем Nissan или Honda, наличие совершенного метода управления производством дало ей значительное преимущество в момент выхода на глобальный рынок.
Таким образом, основа успеха компании Toyota - в совершенном управлении производством и качественной работе по созданию новых моделей, позволяющей предлагать потребителям новые модельные ряды каждые два года. Компания выпускает 60 базовых моделей для Японии и множество вариантов для зарубежных рынков, при этом степень унификации очень высока - Toyota очень успешно использует в новых моделях узлы и агрегаты от старых.
1. Управление менеджментом
Экономическое чудо – так называли Японию свидетели ее стремительного роста после двух мировых войн. Разогнав машину своей цивилизации в гонке за мировое первенство, сегодня эта страна, по данным Посольства Японии в России, стала крупнейшим в мире экспортером капитала, второй промышленной державой и третьим экспортером продукции в мире. Из 500 крупнейших транснациональных компаний 141 – японская. Япония также – вторая страна в мире по сумме инвестиций в научные исследования. Затраты на исследовательскую деятельность составляют 3% валового национального продукта – это самый высокий показатель среди развитых стран. При этом доля государственных расходов на науку составляет всего 20%, что ниже, чем в западных странах (30% в США, 40% во Франции).
Отсутствие серьезного запаса природных ресурсов, фактически, вынудило Японию стать частью экономики знаний. Японские высокотехнологичные компании создали многие форматы и технологии, впоследствии ставшие мировыми стандартами.
Однако именно Toyota знаменита за пределами Японии своими принципами организации бизнеса – Toyota Production System . Первооткрывателями этой системы для американцев стали Джеймс Уомек (James P. Womack) и Дэниел Джонс (Daniel T. Jones), авторы книги «Машина, изменившая мир» (The Machine That Changed the World). Тщательно изучив основы менеджмента Toyota, они смогли формализовать основные положения Toyota Production System. До этого компания сама пыталась воспроизвести собственную систему менеджмента на вновь открытом заводе в США – но безуспешно. Руководство Toyota было в полной уверенности, что научиться мыслить и действовать в рамках Toyota Production System может только японец, причем воспитание специалиста может занять до 20 лет. Формализация тойотовской идеологии помогла сделать из этой системы общедоступную модель управления.
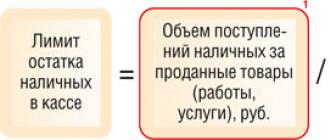
Toyota Production System построена по принципу «экономичного производства», или «производства с нулевым запасом» (lean production). В ее основе лежат концепции «джидока» («человечной автоматизации») и «точно вовремя». Первую разработал учредитель Toyota Group Сакичи Тойода, вторую – основатель Toyota Motor Corporation Киичиро Тойода. «Джидока» означает немедленную реакцию на проблемы: если на каком-то этапе производство отклоняется от нормы, весь процесс тут же останавливается, чтобы предотвратить выпуск дефектных деталей. Это позволяет соблюдать заранее определенные стандарты качества для каждой запчасти. Оборудование настроено на автоматическую остановку как в случае обнаружения проблем, так и по завершении заданных операций. Если машина остановилась, оператор может, не уделяя ей больше внимания, либо заняться выяснением причин и ликвидацией возникшей проблемы, либо перейти к управлению другим оборудованием. Благодаря этому один оператор может обслуживать несколько различных аппаратов – а это повышает производительность. «Точно вовремя» означает, что каждая деталь должна быть произведена только тогда, когда она нужна, и только в нужном количестве – все по четкому плану, никаких запасов и производства «на всякий случай». Таким образом устраняется «муда» – все лишнее и ненужное, от складских запасов до излишних производственных процессов и функций. Соблюдение концепции «точно вовремя» позволяет сократить сроки производства благодаря четкой реакции на поступивший заказ и оперативности действий 1 .
Большую роль в Toyota Production System играет метод контроля производства «канбан», идея которого была позаимствована в супермаркетах. На каждую деталь Toyota заводится карточка с указанием всей информации о ней, подобно магазинной карточке с наименованием продукта, его штрих-кодом и местом на складе и полках. Когда-то бумажные, эти карточки теперь ведутся на компьютере.
Философия, известная как «путь Toyota» (Toyota Way), предполагает «улучшения каждый день» за счет исправления обнаруживаемых ошибок и учета предыдущего опыта. Если какой-либо механизм сигнализирует об обнаружении проблемы, отклонение от нормального рабочего процесса фиксируется, производственная линия останавливается, супервайзер выявляет и устраняет причины, и сделанные улучшения становятся частью нормального рабочего процесса.
Еще одна важная составляющая «пути Toyota» – «правильное мышление – правильный продукт». Как уже упоминалось, компания много времени и сил тратит на обучение и развитие персонала. Но концепция занятости в Toyota не совсем японская: еще в 1946 году компания заключила соглашение с работниками, по которому принцип пожизненной занятости людей с «правильным мышлением» дополнялся принципом ротации: сотрудник может в любое время сменить подразделение или переквалифицироваться.
Остановимся на такой стратегии менеджмента, как Кайдзен. В японском языке слово "кайдзен" означает "непрерывное совершенствование". Исходя из этой стратегии, в процесс совершенствования вовлекаются все - от менеджеров до рабочих, причем ее реализация требует относительно небольших материальных затрат. Философия кайдзен предполагает, что наша жизнь в целом (трудовая, общественная и частная) должна быть ориентирована на постоянное улучшение. Эта мысль настолько естественна и очевидна для многих японцев, что они следуют ей, совершенно не задумываясь! По моему мнению, она в большой степени обусловливает конкурентный успех Японии. Хотя усовершенствования в кайдзен невелики и постепенны, через некоторое время их внедрение дает поразительные результаты. Кайдзен объясняет, почему японские компании не останавливаются в своем развитии.
Кайдзен - это еще и подход, характеризующийся малым риском. Менеджеры, не испытывая больших потерь, всегда могут вернуться к прежним способам работы. Большинство "подлинно японских" методов менеджмента, например "всеобщий контроль качества" или "контроль качества в масштабе всей компании", "кружки качества" и сам стиль трудовых отношений, можно описать одним словом - кайдзен.
Менеджмент должен использовать следующие основные элементы концепции, чтобы реализовать стратегию Кайдзен:
Кайдзен и менеджмент.
Процесс, а не результат.
Следуй циклам PDCA/SDCA.
Качество - прежде всего.
Говори, используя данные.
Следующий процесс - это потребитель.
Прежде всего, высшему руководству следует довести до общего сведения продуманное и очень ясное заявление о политике. Затем ему надо установить график внедрения стратегии и возглавить процесс, применяя процедуры кайдзен на своем уровне.
В контексте кайдзен у менеджмента есть две главных функции: поддержание и совершенствование (См. рис. 1).
Рис. 1. Японское восприятие должностных функций
Поддержание - это действия, направленные на обеспечение имеющихся технологических, организационных и операционных стандартов, и поддержку таких стандартов за счет обучения и дисциплины. В рамках функции поддержания менеджмент исполняет свои задачи таким образом, чтобы каждый мог следовать требованиям стандартных рабочих процедур (standard operating procedure, SOP). Совершенствование же - это все, что направлено на улучшение существующих стандартов. Японское представление о менеджменте, таким образом, сводится к одному предписанию: поддерживайте и улучшайте стандарты.
Как показано на рис. 2, совершенствование может классифицироваться как кайдзен или как "инновация".

Рис. 2. Место инновации и кайдзен в процессе совершенствования
Кайдзен - это небольшие усовершенствования в результате постоянных усилий. Инновация предполагает резкое улучшение в результате значительных вложений средств в новые технологии или оборудование. (Если для вас деньги - ключевой фактор, учтите: инновации обходятся дороже.) В силу своего пристрастия к инновациям западные менеджеры упускают долгосрочные выгоды кайдзен. Эта стратегия делает упор на человеческие усилия, мораль, коммуникацию, обучение, командную работу, вовлечение и самодисциплину - здравый и недорогой подход к совершенствованию 2 .
Ориентированный на процесс подход следует также использовать при внедрении различных инструментов кайдзен: цикла "планируй-делай-проверяй-воздействуй" (PDCA); цикла "стандартизуй-делай-проверяй-воздействуй", "всеобщий менеджмент на основе качества" (TQM); "точно вовремя", "всеобщий уход за оборудованием" (TPM). Инструменты кайдзен не дали результата во многих компаниях просто потому, что те игнорировали процесс. Самый критичный элемент в процессе кайдзен - приверженность и вовлеченность высшего руководства. Чтобы обеспечить успех, это отношение надо продемонстрировать сразу и последовательно выполнять.
Основные системы Кайдзен.
Ниже следует описание основных систем, которые нужны для достижения целей кайдзен.
Созданная в Toyota Motor Company под руководством Тайчи Оно система производства "точно вовремя" предполагает устранение тех видов деятельности, которые не приносят дохода, и переход к "бережливому производству", достаточно гибкому, чтобы приспособиться к разнообразным требованиям потребителей.
Эта система производства опирается на такие концепции, как время такта (время производства одной единицы продукции, а не время цикла), "поток единичных изделий", "вытягивающее производство", дзидока (автономизация), U-образные ячейки (U-shaped cells) и снижение времени переналадки (setup reduction).
Чтобы внедрить идеальную систему производства "точно вовремя", ряд действий кайдзен надо совершать постоянно, дабы устранить виды деятельности, не добавляющие ценность в гемба. Система производства "точно вовремя" значительно сокращает затраты, позволяет своевременно поставить продукцию и существенно увеличивает прибыль компании.
Менеджмент должен установить четкие цели для каждого и встать во главе всех действий по совершенствованию, направленных на их достижение. Стратегия кайдзен в действии требует тщательного контроля процесса внедрения.
Центральная идея кайдзен заключается в том, что без совершенствования в компании не должно проходить ни дня.
2. Методологические подходы к менеджменту
Начиная со дня основания в 1937 году, мы, «ТОЙОТА МОТОР КОРПОРЭЙШН», и все дочерние предприятия компании, постоянно стремились вносить свой вклад в устойчивое развитие общества, производя и предлагая инновационные товары и услуги высочайшего качества. Благодаря этому стремлению, мы смогли разработать собственную философию, ценности и методы управления, которые передаются в компании от поколения к поколению.
Мы обобщили эту философию управления в «Руководящих принципах «Тойота» (в 1992 году появилась первая версия, а в 1997 году – переработанная), где отражено наше представление о том, какой компанией мы хотим быть. «Мы искренне верим, что наша деятельность и наш вклад в развитие общества соответствуют этим принципам. Наши ценности и наши методы были изложены в книге «The Toyota Way» («Философия Тойота») (издана в 2001 году), поскольку для реализации на практике «Руководящих принципов «Тойота» необходимо, чтобы наши ценности и методы разделяли сотрудники наших предприятий во всем мире. Мы уверены, что новые поколения будут следовать «Философии Тойота».
В последние десятилетия наша компания распространила свою деятельность по всему миру, и в то же время возросли ожидания общества относительно роли корпораций в устойчивом развитии. Принимая это во внимание, мы постарались интерпретировать «Руководящие принципы «Тойота» с точки зрения того, как мы можем способствовать устойчивому развитию, взаимодействуя со всеми заинтересованными сторонами.
Все сотрудники нашей компании знают и разделяют эти принципы, и мы будем продолжать наши усилия, направленные на устойчивое развитие. Мы также надеемся, что наши партнеры поддержат эту инициативу и будут действовать в соответствии с ней.
Руководящие принципы компании «Тойота»
Чтить букву и дух закона каждой страны, вести дела открыто и честно для того, чтобы быть достойным корпоративным гражданином мира.
Уважать культуру и традиции всех наций и способствовать своей деятельностью экономическому и социальному развитию общества.
Направлять усилия на производство экологически чистых и безопасных товаров, на повышение качества жизни во всём мире.
Разрабатывать и развивать передовые технологии и предлагать товары и услуги высочайшего качества.
Развивать корпоративную культуру, которая стимулирует личное и коллективное творчество и способствует взаимному доверию и уважению между рядовыми сотрудниками и руководством.
Стремиться к росту в гармонии с мировым сообществом при помощи новаторских методов управления.
Сотрудничать с деловыми партнерами в области исследований и разработок с целью стабильного долгосрочного роста и взаимной выгоды, оставаясь в то же время открытыми для новых контактов.
Принимай управленческие решения с учётом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
Процесс в виде непрерывного потока способствует выявлению проблем.
Используй "вытягивающую" схему, чтобы избежать перепроизводства. Организация работы производства требует, чтобы потребитель получил то, что ему требуется, в нужное время и в нужном количестве.
Выравнивай объёмы работ. Для того, чтобы создать правильное бережливое производство и добиться улучшение качества обслуживания, нужно выровнять график производства, не всегда строго следуя порядку поступления заказов.
Останавливай производство, если того требует качество.
Стандартные задачи и делегирование полномочий сотрудникам - основа непрерывного совершенствования.
Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Используй только надёжную, испытанную технологию.
Воспитывай лидеров, которые досконально знают своё дело, исповедуют философию компании и могут научить этому других.
Воспитывай незаурядных людей и формируй команды, исповедующие корпоративную философию.
Уважай своих партнёров и поставщиков, ставь перед ними трудные задачи и помогай совершенствоваться.
Хочешь разобраться в ситуации - посмотри на всё своими глазами.
Принимай решение не торопясь, взвесив все возможные варианты.
Сделай свою компанию обучающейся организацией за счёт неустанного анализа и непрерывного совершенствования.
3. Анализ внутренней и внешней среды организации
Автор курсовой работы поставил перед собой и успешно решил задачу описания взаимодействия основных функциональных областей деятельности компании. И выяснилось, что этот автомобильный гигант действует так, что одновременно с собственно производством он стремительно накапливает денежные средства в невообразимых для промышленного предприятия количествах. Раньше мы слышали об этих богатствах и удивлялись их появлению. Теперь мы знаем, как конкретно, за счет каких механизмов и во имя чего происходит такое накопление. Каждые четыре года Toyota производит новую модель автомобиля, что требует от нее не менее 365 млн. долл. США. Это крупные инвестиционные проекты, обеспечиваемые за счет оптимальных сочетаний собственных и заемных средств. Огромные денежные резервы гарантировали компании относительно спокойную жизнь в периоды различных катаклизмов, таких, например, как первый и второй нефтяные кризисы.
Кроме того, Toyota активно строит новые предприятия в различных частях мира, а с недавних пор и в нашей стране, что тоже требует немалых денежных средств. А еще есть акционеры и другие заинтересованные стороны. Для обеспечения их интересов компания каждый год формирует целевые затраты (target costing) на этапе разработки новой продукции, которые затем трансформируются в кайдзен-затраты (kaizen costing) в процессе производства. Таким образом обеспечивается механизм непрерывного совершенствования, сопровождаемого непрерывным снижением затрат как в процессе проектирования новой продукции, так и в ходе производства 4 .
В такой централизованной компании, как Toyota, неизбежно возникают проблемы, связанные с координацией действий функциональных подразделений. Для преодоления подобных трудностей компания выработала оригинальный механизм - функциональное собрание. Это орган, который, вроде бы не имея административной власти, тем не менее играет решающую роль в координации всех действий в рамках какого-либо проекта. Прежде всего это касается контроля качества и управления затратами. Именно здесь вырабатываются решения высшего руководства и составляются скоординированные планы действий для каждого подразделения.
Каким-то удивительным образом компания умудряется сочетать централизацию с плоской структурой. В этой структуре подход «точно вовремя» применяется отнюдь не только в производственном процессе, но и при принятии решений на всех уровнях управления, что существенно влияет на сокращение времени цикла, то есть времени между поступлением заказа и получением заказчиком ожидаемой продукции и/или услуги. А в рамках принятого в компании подхода сокращение времени цикла - абсолютное благо.
Особо отметим, что компания затрачивает огромные усилия на сокращение числа уровней управления, уменьшение дистанции между людьми, внедрение обращения к вышестоящим сотрудникам по имени, а не по фамилии и должности, что традиционно для японских компаний. Такие, на первый взгляд, пустяки, оказывается, играют огромную роль в укреплении командного духа.
Для гармоничного производственного процесса важно, чтобы продажи балансировались с производством и с новыми разработками. Для этого следует прежде всего связать производство с продажами. При этом, однако, важно еще выровнять объемы ежедневного производства. А это, в свою очередь, возможно только в том случае, если каждый день будет выпускаться вся или почти вся гамма производимой продукции. Компании удалось найти подход, сделавший производство чувствительным к колебаниям рыночного спроса (давлению рынка) и одновременно загруженным равномерно, насколько это возможно. Для этого люди, занимающиеся продажами, должны работать в тесном контакте с производственниками.
С другой стороны, важно наладить процесс разработки новых автомобилей. Здесь Toyota нашла интересное организационное решение - систему главных инженеров. Это лидеры, сочетающие глубокие инженерные знания с талантом менеджеров-координаторов. Их не находят спонтанно, когда понадобится, а тщательно готовят на будущее. Интересно, что их административная власть совсем не велика - все держится на лидерском авторитете.
Процесс разработки нового автомобиля, естественно, начинается с анализа рынка. Понятно, что связь производства с рынком организуется на двух уровнях: через дилеров и через поставщиков. Эти сложнейшие взаимодействия осуществляются с помощью информационных систем, специально разработанных для условий конкретной компании. Уже довольно давно замечено, что типовые решения, которые предлагает рынок в области информационных технологий, не обеспечивают потребности организаций и не дают ожидаемого финансового результата. Это стало особенно ясно после того, как компания стала руководствоваться принципами непрерывного совершенствования, требующими систематического пересмотра бизнес-процессов.
Опыт Toyota в этой области весьма поучителен. Свои информационные системы она разрабатывает сама. И на момент, описываемый в книге, в компании действуют три взаимосвязанные информационные системы: стратегическая информационная система (SIS), интегрированная система управления производством (CIM) и система «точно вовремя» (JIT), реализованная в виде знаменитой вытягивающей системы канбан. Благодаря взаимосвязи этих систем достигается оперативное поступление информации от дилеров, своевременное информирование поставщиков и гибкое управление производством. При этом именно система канбан обеспечивает конкретную привязку процессов к месту и времени и делает ненужным использование ERP-систем в оперативном управлении.
С этих позиций производственная система Тойоты видится гораздо более рельефно. Становится понятно, как достигается отсутствие брака, как ведется вечная война с потерями, как обеспечивается дисциплина поставки. Наконец, как формируются и работают команды проектов. Всего этого нам не хватало в книгах о компании Toyota, которые мы читали раньше на русском языке.
Мир стремительно меняется. Теперь анализ любой крупной компании не может быть полным без рассмотрения ее международной глобальной стратегии. На примере компании Toyota это хорошо видно. Поэтому автор завершает книгу подробным рассмотрением стратегии глобализации, причем рассказывает не только о Toyota, но и о других японских автокомпаниях. Благодаря этому мы получаем развернутую картину международной деятельности автопроизводителей. Одна из центральных идей книги - социальная роль Toyota как мирового производителя автомобилей и ее неизменное стремление к эффективности за счет гибкости, оперативности, высокой производительности труда и рентабельности всех действий.
4. Стратегия компании Тойота
Цель генерального директора Toyota Кацуаки Ватанабе - сократить число автокомпонентов, которые Toyota использует для создания автомобилей, вполовину - радикальная идея, воплощение которой позволит ему открыть новую страницу в истории автомобильной промышленности. Он также хочет строить автозаводы нового типа, более быстрые и легче адаптируемые к внедрению новых моделей, которые могли бы собирать упрощенные автомобили.
Его финальная цель - сократить затраты на производство автомобилей в течение ближайших 3-4 лет по крайней мере на 1 трлн иен (около $8,7 млрд), что соответствует примерно $1000 на автомобиль, а затем продолжить уменьшение затрат такими же темпами. Эта цель кажется вполне достижимой - с 2000 по 2004 г. Toyota удалось уменьшить расходы на закупку автодеталей как раз на 1 трлн иен, и руководил этим проектом именно Ватанабе, возглавлявший тогда отдел закупок в компании. General Motors недавно сообщила о схожем по масштабам сокращении расходов, но в основном этот результат был достигнут благодаря увольнениям персонала.
Toyota увеличивает свою рыночную долю и наращивает прибыли, в то время как ее американские конкуренты переживают невиданный до сих пор спад. У Toyota сейчас около 12% мирового рынка автомобилей, учитывая продажи двух аффилированных с ней компаний, что позволяет ей занимать 2-е место в мире, уступая лишь General Motors. Обойти эту испытывающую серьезные трудности компанию из Детройта - заветная мечта японского производителя. Одной из главных причин, позволяющей объяснить, почему Toyota процветает, в то время как американские гиганты индустрии чахнут, является целая серия затеянных Ватанабе программ улучшения производства, получивших довольно длинные и претенциозные названия 5 .
Также стратегической целью является создание совершенно нового типа дешевых заводов. На таком заводе, по их словам, рабочие смогут собирать более 10 разных моделей автомобилей, а со сборочной линии новая машина будет сходить каждые 50 секунд или даже быстрее. Сейчас самый быстрый завод компании выпускает новый автомобиль каждые 56 секунд. По масштабам автопромышленности задуманное ускорение выпуска выглядит значительным и позволит увеличить производительность без найма дополнительных сотрудников.
Но главной задачей остается сокращение числа автокомпонентов. «Мы стали спрашивать себя: почему мы устанавливаем в одной машине 60 разных микрокомпьютеров? - говорит Хироси Охаси, старший инженер компании, который с 2005 г. отвечает за программу инноваций, позволяющих снизить себестоимость. - Почему бы нам не уменьшить число одинаковых компонентов и не увеличить при этом число выполняемых ими функций?"
Одна из целей на ближайшее десятилетие - сделать машину с одной антенной и одним приемником, которые бы осуществляли все беспроводные коммуникации в автомобиле, в том числе блокировку дверей. Сейчас таких устройств в машинах Toyota больше 10.
Непростые времена для компании Тойота наступили в начале 90-х годов, когда произошел резкий подъем курса иены - компании пришлось реагировать на это повышением ценовой конкурентоспособности. В середине 90-х была реализована программа снижения расходов, которая позволила добиться конкурентоспособности продукции при курсе 95 иен за доллар. Когда впоследствии произошло снижение курса иены, Toyota получила двойную выгоду. Однако объем внутреннего рынка сократился с 6 миллионов автомобилей в год до 4 млн., и Toyota столкнулась с усилившейся конкуренцией со стороны Honda и Nissan. Благодаря очередной программе сокращения расходов, компании удалось увеличить свою долю на внутреннем японском рынке с 38% в середине 90-х до 44,6% в 2004 году. Поскольку импорт европейских марок Volkswagen, BMW, Mercedes увеличился и они заняли 7% японского рынка (прежде всего, это дорогие модели), компании Toyota пришлось начать продажи на внутреннем рынке автомобилей марки Lexus.
Но завоевание внутреннего рынка было простой задачей в сравнении с завоеванием глобального. Тойота поставила перед собой задачу производить больше автомобилей за рубежом. Для выполнения задачи вне Японии было построено 5 новых заводов: три в Северной Америке и два в Европе. С 1993 по 2003 год производство автомобилей за границей выросло более чем в два раза до 2 млн., а в Японии - сократилось с 3,5 до 3 млн. (затем объем восстановился благодаря экспортному спросу - 50% внутреннего производства экспортируется).
Процесс глобализации в значительной мере изменил облик компании Тойота. В 1980 году она имела 11 заводов в 9 странах, в 1990 году - 20 заводов в 14 странах, а сейчас - 46 заводов в 26 странах, а также дизайн-центры в Калифорнии и Франции, проектировочные центры в Детройте, Бельгии и Таиланде. Продажи на североамериканском рынке впервые превысили 2 млн. автомобилей, а на европейском рынке - 1 млн. (5%). На успех Тойота в Европе сильно повлияло открытие заводов в Турции и Франции, а также выпуск разработанной в Европе модели Yaris. А на американском рынке росту продаж помогла презентация моделей пикапов и SUV.
При таких темпах расширения компании очень важно сохранить высокий стандарт качества, а также организационно стать действительно транснациональной корпорацией. Пока Toyota - это крупная национальная компания-экспортер с развитой сетью зарубежных производств. Вся империя Тойота постепенно становится менее централизованной: управляющие зарубежных подразделений могут управлять повседневной деятельностью своих структур независимо, не запрашивая одобрения из центра. Заложен фундамент системы подготовки и переподготовки собственных управляющих кадров - Институт Toyota. Кроме того, Тойота имеет специальное мобильное подразделение, которое занимается обучением рядовых работников на местах - на новых заводах, а также на тех заводах, где начинается выпуск новых моделей.
Toyota учредила совместные предприятия с General Motors в Калифорнии, PSA Peugeot Citroen в Чехии и Китае. Toyota считает, что сотрудничество с французским партнером позволит ей узнать больше о наиболее продуктивных методах работы с поставщиками на европейском рынке.
Один из сотрудников General Motors, говоря о будущем корпорации в свете быстрого роста компании Toyota (главного конкурента на глобальном рынке), заметил, что будущее японского автогиганта безоблачно и он не остановится ни перед каким затруднением, если сумеет сохранить не имеющую аналогов корпоративную культуру.
5. Миссия и механизм управления
В январе прошлого года «Тойота Мотор Корпорэйшн» выпустила документ под названием «Вклад в устойчивое развитие», где изложены основы политики компании в отношении корпоративной социальной ответственности (CSR). Этот документ был подготовлен в расчёте на то, что наши акционеры, сотрудники и деловые партнеры смогут лучше понять позицию компании Тойота в отношении корпоративной социальной ответственности.
Мы убеждены, что рост бизнеса Тойота в России напрямую связан с нашей способностью соответствовать ожиданиям общества. Несмотря на существенные различия между автомобильными рынками в России и других странах, потребность в участии крупных корпораций в общественной жизни здесь может быть даже больше, чем где-либо еще. Следовательно, мы должны приложить все усилия для того, чтобы обеспечить эффективное внедрение политики компании Тойота в отношении вклада в устойчивое развитие 6 .
Мы, «ТОЙОТА МОТОР КОРПОРЭЙШН», и все дочерние предприятия компании, стремимся способствовать гармоничному и устойчивому развитию общества во всем мире, основываясь на наших «Руководящих принципах».
Мы следуем букве и духу местных, национальных и международных законов и нормативных актов и осуществляем свою деятельность честно и добросовестно.
Мы верим, что для устойчивого развития очень важным является взаимодействие руководства со всеми заинтересованными сторонами в соответствии с приведенными ниже принципами, и мы приложим все усилия для укрепления взаимоотношений путем свободного предоставления достоверной информации.
Козырем компании Тойота является сеть независимых автомобильных дилеров, которая до недавнего времени была разделена на пять конкурирующих подсетей, каждая их которых специализировалась на определенных частях модельного ряда компании. В феврале 2003 года вся сеть была реформирована: число подсетей было сокращено до четырех, одна из них была ориентирована на целевую аудиторию - молодых покупателей. Компании пришлось адаптироваться к высокой фрагментации рынка: в наше время невозможно успешно продавать небольшое число моделей, диапазон продукции должен быть максимально разнообразен.
6. Обоснование эффективности деятельности наших менеджеров
Японский автомобилестроительный концерн Toyota принял решение ускорить обучение менеджмента отделений концерна. Связано это с тем, что глобальное производство Toyota постоянно расширяется и концерн хочет избежать убытков в результате неопытности или неправильных действий менеджмента. Теперь менеджмент будет учиться в Токио в новом Global Production Center компании. Связано это с тем, что привычный метод – отправлять японских специалистов на места неэффективен. Об этом заявил вице-президент Toyota Козуке Ширамицу.
Так что теперь руководители отделений и представительств Toyota будут проходить обучение в Японии, а затем вооружившись учебными материалами учить персонал на местах. Позднее Toyota планирует открыть подобные учебные центры в Европе и Северной Америке.
Toyota в полной мере осознает свою ответственность перед обществом. При определении стратегии развития и в текущей деятельности, компания исходит из того, что обязательным условием устойчивого развития бизнеса является неуклонное следование принципам социальной ответственности. В соответствии с этими принципами компания видит свои задачи не только в производстве необходимой для общества продукции, но и содействии социальному прогрессу, росту благосостояния общества в целом и повышении уровня жизни своих сотрудников, в частности.Компания стремится осуществлять свою производственную деятельность в строгом соответствии с требованиями не только законодательства РФ в сфере экологии и природопользования, но и собственной экологической политикой, а также в соответствии с экологической хартией Тойота (подробнее см. раздел «Экологическая политика»).
На практике это означает, что каждый сотрудник в офисе или на производстве стремиться бережно относиться к природным ресурсам, а именно экономить электроэнергию и воду, рационально расходовать бумагу, стараясь преимущественно использовать электронные многоразовые носители.
Взаимоотношения менеджмента и сотрудников строятся на принципах социального партнерства. Компания обеспечивает сотрудникам конкурентоспособный уровень вознаграждения.
Особое внимание Toyota уделяет профессиональному развитию сотрудников. На постоянной основе действуют программы обучения и повышения квалификации, различные тренинги.
Toyota ведет активную благотворительную и спонсорскую деятельность как самостоятельно, так и в партнерстве с общественными и государственными организациями, привлекая своих сотрудников к участию в общественно-эффективных проектах в социальной и природоохранной сферах.
В рамках реализуемой политики социальной ответственности Toyota оказывает содействие развитию культуры, спорта и образования.
Особое внимание компания уделяет программам, связанным с безопасностью на автомобильных дорогах. В частности, Toyota ведет постоянную пропаганду по использованию ремней безопасности. По твердому убеждению экспертов, именно это несложное приспособление спасло жизни миллионам автомобилистов в экстремальной ситуации на дороге.
Над десятилетиями казавшейся незыблемой американской автомобильной "большой тройкой" - General Motors, Ford и DaimlerChrysler - нависла опасность. В августе 2003 г. впервые в истории японская Toyota продала в Америке больше автомобилей, чем американский Chrysler, а в третьем квартале 2003 г. по количеству проданных автомобилей обогнала и Ford. Ей пришлось проделать большой путь, кропотливо наращивая производительность, и сегодня лидерство Toyota более чем устойчиво. Оно основано на уникальной по эффективности производственной системе Toyota, принципы которой оказали огромное влияние на производственную философию и сегодня берутся на вооружение компаниями самых разных стран и отраслей - от металлургии до розничной торговли.
Стройное производство открывает колоссальные возможности для развития бизнеса в сферах, на которые раньше с этой точки зрения никто не обращал внимания. Сегодня считается, что увеличить производительность в самых разных отраслях может в первую очередь именно стройное производство. И хотя известно, как трудно прививаются его принципы, их берут на вооружение не только производственные компании, но и предприятия сферы услуг и благодаря им вырываются на лидерские позиции в отрасли.
Таичи Оно, основатель стройного производства и исполнительный вице-президент Toyota Motor с 1975 г. сформулировал основные принципы производственной системы Toyota, на которых она стоит вплоть до сегодняшнего дня.
Производить только то, что нужно, и только тогда, когда нужно. Правило распространяется на запчасти, на организацию, на характеристики продукции. Все прочее -расточительство.
При появлении ошибки следует сразу же найти ее причину, устранить ее и не допустить ее появления в будущем. Цель: отсутствие ошибок.
Все сотрудники и поставщики должны постоянно повышать качество продукции и совершенствовать производственный процесс.
И тут Таичи Оно сделал неожиданное открытие: оказалось, что производить детали мелкими партиями выгоднее, чем крупными. Даже если на каком-либо этапе возникала ошибка или появлялся брак, автомобиль все равно собирали до конца, и только уже сошедший с конвейера продукт проверяли на качество и устраняли дефект, тратя на это много сил, ресурсов и времени. Производство деталей малыми партиями позволяло избежать таких потерь.
Но на практике создать систему, при которой детали производятся маленькими партиями точно в соответствии с производственной необходимостью, с минимальной долей брака во время сборки, оказалось делом нелегким: для этого нужно было, чтобы рабочие сами стремились постоянно повышать качество.
Тейлоровская система исключала возможность такого отношения рабочих к своему труду, и найденное в Toyota решение нанесло еще один удар по идеологии массового производства. Чтобы искоренить порочную практику, при которой брак устраняется не сразу, а проходит одну производственную стадию за другой, усугубляя ошибку, Таичи Оно решился реализовать главный кошмар американского производственника: он приказал каждой команде конвейера Toyota, в случае появления брака, останавливать линию на время, необходимое для его устранения.
Не удивительно, что конвейер стал останавливаться ежеминутно. Но реформатор, несмотря на недовольство рабочих, пошел до конца: если на Западе ошибку исправляли и забывали про нее, надеясь, что она больше не повторится, то Оно заставлял рабочих тщательно анализировать породившие ее причины. Затем весь технологический процесс тщательно стандартизировали и описывали, чтобы предотвратить появление подобной ошибки в будущем.
Уменьшению количества брака способствовало и объединение производства в общий поток. В результате качество готовой продукции на заводе Toyota заметно улучшилось, а заодно практически отпала необходимость исправлять брак. Благодаря этому в плане производительности Toyota заметно оторвалась от автомобилестроителей, работавших по традиционной схеме, на заводах которых "работа над ошибками" занимала почти четверть времени, не говоря уже о том, что для этого требовалось не меньше одной пятой производственных площадей.
Таблица №1

В конце концов, последовательно проводя свою линию, Toyota преодолела представлявшийся неизбежным компромисс между качеством, временем и издержками: оказалось, что качественно - это не обязательно дорого и долго. Доказав на деле, что можно снижать издержки и одновременно повышать качество, Toyota опровергла традиционную производственную философию и стала образцом для всех производственных компаний мира. Решения Toyota были столь эффективны, что другим автомобильным компаниям не оставалось ничего другого, как внедрять ее методы, позволяющие на 10-15% повысить объемы продаж и доходы акционеров, на 30% - производительность труда и в два раза сократить срок выпуска на рынок нового продукта (от концепции - до производства). Именно последний фактор стал очень важным в условиях, вынуждавших компании гибко реагировать на спрос.
Со временем на основе производственной системы Toyota сложились принципы стройного производства.
1. Под потерями подразумевается любая деятельность, которая, не создавая стоимость, увеличивает издержки, застопоривает поток продукции или информации и мешает удовлетворять потребности клиентов. Иными словами, это та деятельность, за которую клиенты не должны платить. Выделяют восемь видов потерь: перепроизводство, ненужные передвижения и перевозки, ремонт любого рода, избыточная обработка, простои, вызванные ожиданием (пока доставят нужные комплектующие или машина завершит цикл обработки), избыток материально-производственных запасов, неполное использование интеллектуальных ресурсов. Максимально исключив потери, компании могут снизить издержки и получить конкурентное преимущество.
2. Отклонение от стандарта в технологических процессах, организации труда, работе оборудования и в комплектующих также приводит к потерям.
3. Наконец, из-за отсутствия гибкости в системе производства компании не всегда могут в полной мере удовлетворить запросы клиентов. Если они, например, устанавливают минимальный размер заказа и сроки исполнения, то автоматически теряют клиентов, которых не устраивают эти условия. Стройное производство позволяет компаниям быстрее реагировать на изменения спроса.
Производственная система Toyota - это особая философия, а не набор приемов. Многим компаниям понравилась идея, они перестроили производство, по-новому организовали работу конвейера, оптимизировали некоторые технологические процессы, в целом добились прироста производительности. И остановились на этом.
В Toyota к делу подходят иначе. Неустанное совершенствование и стремление минимизировать издержки - один из законов ее жизни. Никто и никогда не останавливается на достигнутом - это начальники смены внушали мне с первого же рабочего дня. Если сейчас на операцию уходит 60 секунд, то что нужно сделать, чтобы уложиться в 57? Если станок в прошлом месяце выходил из строя 10 раз и в целом не работал 5 часов, то как сократить это время хотя бы на 10%? Если за месяц произвели 100 бракованных деталей, то как добиться, чтобы их стало не больше 70? Все, что можно измерить в параметрах качества, издержек, сроков поставки, постоянно находится в центре внимания и должно совершенствоваться. Снова и снова задаются вопросы: где мы простаиваем, почему, как избежать повторения ошибки?
Оптимизация в Toyota касается всего и всех - и на уровне цеха, и на уровне завода, и на уровне концерна. Этим и объясняется постоянно крепнущее конкурентное преимущество Toyota. Она ежегодно на 5% снижает цены по всей цепочке поставок. Закупки материалов обходятся ей на 40% дешевле, чем европейским конкурентам. На производство аналогичного объема продукции у нее уходит в два раза меньше рабочего времени. В США у Toyota срок поставки не превышает двух недель, а у других компаний он исчисляется месяцами. И вот вам результат: при крайне неблагоприятной конъюнктуре в 2002 г. Toyota получила операционную прибыль свыше 8 млрд долл. - почти на 40% больше, чем в 2001 г.
Заключение
Любой менеджер, руководит он рабочими или инженерно-техническим персоналом или работает в сфере производства или сфере услуг изучая менеджмент компании Тойота, узнает, каких поразительных перемен можно добиться за счет устранения потерь времени и ресурсов; встраивания качества в систему организации рабочего места; поиска дешевых и надежных альтернатив новым дорогим технологиям; создания культуры, предполагающей обучение и непрерывное совершенствование.
Западных менеджеров и экономистов всегда интересовали секреты эффективности японских производителей. Когда японские компании со своими недорогими и качественными автомобилями впервые заняли существенную долю американского рынка, считалось, что залог их успеха заключается в особенности японских рабочих, способных трудиться без сна и отдыха. Но когда японцы построили свои заводы в Америке и добились тех же потрясающих успехов - в эффективности производства и качестве продукции, - но уже с американскими рабочими, американские конкуренты были совершенно обескуражены. Оказалось, что весь секрет - в уникальной по эффективности организации производства. При ближайшем рассмотрении выяснилось, что японцы очень много внимания уделяют таким, казалось бы, очевидным вещам, как удовлетворение потребностей клиентов, качество продукции, экономия, исключение лишних операций. Но эти гениально простые принципы, позже составившие основу концепции "стройного производства" (lean manufacturing), оказались столь эффективными, что американским компаниям пришлось осваивать их, чтобы не отстать в конкурентной борьбе.
Литература
Гончаров В.В. В поисках совершенства управления: руководство для высшего управленческого персонала. Опыт лучших фирм США, Японии и стран Западной Европы. В 2 т. Т. 1. - М.: МНИИПУ, 1998. - С. 294-296.
Джеффри К. Лайкер. Дао Toyota: 14 принципов менеджмента ведущей компании мира. – М.: Альпина бизнес букс, 402 с.
Кондо Й. Мотивация персонала - ключевой фактор менеджмента. Пер.с англ. - Н.Новгород: СМЦ "Приоритет", 2002. -206с.
Монден Я. Система менеджмента Тойоты. Пер. с англ. М:ИКСИ, 2007. -216с.
Сигео Синго. Изучение производственной системы Тойоты c точки зрения организации производства Пер.с англ. –М.:ИКСИ, 2006. –295с.
Система менеджмента Тойоты. Монден Я. / Пер. с англ. М:ИКСИ, 2007, 216с.
Тайити Оно. Производственная система Тойоты. Уходя от массового производства. Пер.с англ. 2-е изд., перераб. и доп. М.:Издательство «ИКСИ», 2006. -208с.Финансово-промышленные группы японского типа. Кузнецова Н.В // Менеджмент в России и за рубежом №1 / 2004.
Aoki M. Toward an economic model of the Japanese firm // Journal of Economic Literature, March 1990. - р. 20.
Kienzie R., Shadur M. Developments in business networks in East Asia // Management decision. - 1997. - Vol. 35. - P. 24.
www.cfin.ru
www.hrmanagements.ru
www.toyota.ru
www.toyota-russia.ru
1 Сигео Синго. Изучение производственной системы Тойоты c точки зрения организации производства Пер.с англ. –М.:ИКСИ, 2006. –295с.
2 Финансово-промышленные группы японского типа. Кузнецова Н.В // Менеджмент в России и за рубежом №1 / 2004.
3 Джеффри К. Лайкер. Дао Toyota: 14 принципов менеджмента ведущей компании мира. – М.: Альпина бизнес букс, 402 с.
4 Тайити Оно. Производственная система Тойоты. Уходя от массового производства. Пер.с англ. 2-е изд., перераб. и доп. М.:Издательство «ИКСИ», 2006. -208с.
5 www.toyota.ru
6 www.toyota-russia.ru
7 Тайити Оно. Производственная система Тойоты. Уходя от массового производства. Пер.с англ. 2-е изд., перераб. и доп. М.:Издательство «ИКСИ», 2006. -208с.
Выделяю 14 принципов японского менеджмента по книги «ДАО ТОЙОТА». Скажу честно, книга довольно нудноватая, скучноватая и пару раз я всерьез задумывал бросить ее (через всю комнату). Но все-таки, решил досчитать. Принципы интересные, но не всегда применимые к нашим рынкам. Тут все-таки замешана культура, буддизм и японские технологии. Но все-таки, следует знать эти принципы, их систему «On-time» (точно вовремя), личную ответственность, взаимозаменяемость и другое. Итак, вот эти самые принципы.
Принцип 1: принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям
Ну об этом говорят многие и вроде как очевидно, но для крупных компаний все совсем не так. Дело в том, что все крупные компании в США обязаны продавать свои акции на бирже. И цена акции определяет, является ли компания эффективной или нет. Ну а цена акции, в первую очередь, зависит от дивидендов. Поэтому, некоторые (хотя судя по книгам многие) топ-менеджеры часто жертвуют долгосрочной перспективной ради того, чтоб показать в текущем квартале максимальную прибыль.
В японских компаниях за прибылями и ценой акций не гонятся. Они в первую очередь смотрят на удовлетворенность клиента и всегда делают инвестиции именно в долгосрочную инвестицию. А все текущие цели являются подцелями этой самой генеральной цели.
Принцип 2: процесс в виде непрерывного потока способствует выявлению проблем
Этот принцип полностью посвящен системе непрерывного потока, который сводит все запасы к минимум, а нужное сырье или детали идут дальше напрямую.
Такой подход сводит к минимум возможность брака и упущения каких-то неточностей. Представьте ситуацию, что в производственный процесс закралась ошибка. И вы производите и производите товары, которые идут на склад. Недели через две ваша партия попадает на следующий этап производства. И тут замечают, что запчасти бракованные. Но все эти две недели вы выпускали именно эти бракованные детали.
При подходе непрерывного потока такой ситуации не может произойти, поскольку только что выпушенный продукт сразу же идет в следующий цех, где тут же попадает в работу. И если у него есть дефект – это сразу замечается.
Принцип 3: используй систему вытягивания, чтобы избежать перепроизводства
Система вытягивания означает, что вы не начинаете производить до тех пор, пока не будет необходимости в данном товаре.
Ну, например, поступил заказ на 100 автомобилей. На них нужно 100 рулей и 400 колес. Так вот, именно в тот момент, когда начинают делать 100 корпусов, начинают делать 100 рулей. А не как обычно – наделаем рули, а потом когда-то они понадобятся…
Т.е. конечный товар вытягивает все составляющие, а не мы делаем из того что есть…
Принцип 4: выравнивай объем работ (хейдзунка)
Этот принцип гласит: работайте как черепаха, а не как заяц. Другими словами, у вас не должно быть такого, что в начале месяца мы ничего не делаем, приходим к обеду и т.д., зато в последние дни месяца мы живем сутками в офисе чтоб сделать все запланированное.
Работа должна идти равномерно, без резких перепадов. У хороших генералов героев не бывает, они им просто не нужны.
Принцип 5: сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество
Этот принцип гласит, что если вы заметили проблему, не стоит игнорировать ее, делать заплатку или костыли. Следует максимально проработать эту проблему, найти самую первую первопричину. Если это необходимо – приостановите производственный процесс, ликвидируйте проблему и только потом запускайте производство снова.
Принцип 6: стандартные задачи - основа непрерывного совершенствования и делегирования полномочий сотрудникам
Здесь все просто. Если задача стандартная, простая и подробно описана – любой сотрудник становиться специалистом в ее выполнении. И таким образом, не может быть простоя, если какой-то ключевой сотрудник заболел. Его тут же заменяют. Более того, поскольку задачи просты и стандартизированы – люди постоянно повышают свой навык выполнения этих задачи, а значит, делать их быстрее и качественнее, а возникшие проблемы решать самим на месте (поскольку они описаны).
Принцип 7: используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной
В Тойота есть принцип, что все отчеты должны помещаться на лист формата А3. Если не помещается – значит информацию надо сокращать. Именно этот формат идеально подходит (по их точки зрения), чтоб грамотно и обосновано принять решение.
Кроме того, они используют различные визуальные (реальные) сигналы – цветные стикеры, флипчарты и т.д. Они стараются минимально использовать электронные системы, а именно что-то понятное и визуальное.
Принцип 8: используй только надежную, испытанную технологию
ДАО Тойоты включает такой принцип, что не все новое обязательно следует тут же применять. Это относится как к технологиям, так и методикам. Нельзя ставить самую новую систему, пока она не зарекомендовала себя как супер-надежную и безотказную. Ведь для их системы «точно-вовремя» и непрерывного производства, даже незначительная остановка или сбой в работе может повлиять на весь процесс.
Но при этом, они очень открыты ко всему новому. Спонсируют интересные проекты, новые технологии, но в работу берут их только в том случае, если они себя зарекомендовали именно со стороны гарантий стабильности.
Принцип 9: воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других
Если американский менеджмент рекомендует нанимать крутых специалистов, хеад-хатнить, то практически все японские компании, в том числе и Тойота, категорична в этом вопросе – они настаивают на том, что надо воспитывать лидеров внутри компании. Только тогда руководитель будет знать всю работу, от финансов до самого последнего болтика изнутри, исповедовать философию компании.
Вообще, философии компании восточные компании уделяют очень много внимания. Ценности сотрудников намного важнее их знаний в данном случае.
Принцип 10: воспитывай незаурядных людей и формируй команды, исповедующие философию компании
Десятый принцип более подробно рассказывает про философию компании, команды и отдельных сотрудников. Правильные взгляды на политику компании должны быть не только для высшего руководства, но и обязательным атрибутом каждого сотрудника компании.
Принцип 11: уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться
Этот принцип гласит о том, что ваши поставщики и подрядчики не враги вам, а именно партнеры в стратегическом плане. Это означает, что вы должны помогать им, консультировать, подсказывать, проводить тренинги и т.д.
Например, в США компании-производители авто (ФОРД, ДЖ, Крайслер) выжимают из своих поставщиков все что только можно (требуют скидки, отсрочки платежа, да и просто элементарное неуважение. Ведь кто они, и кто мы?)
У Тойоты совсем иной подход. Они уверены, что просто обязаны следить за своими партнерами, обучать их, чтоб они развивались вместе с вами. Ведь если вы друг с другом как враги – они рано или поздно подставят вас (специально или случайно – не так важно). Например, вы за счет новых технологий вы удвоили свои производственные мощности, и не поделились этой технологией с поставщиком. Получается, что вы не можете развиваться, т.к. вам надо или срочно искать второго поставщика (а это риски), или теперь вы попадаете в зависимость к нему (он может диктовать свои условия поставок).
Принцип 12: чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу)
Этот принцип гласит о том, что при принятии решения надо полагаться только на те данные, в которых вы уверены на 100%. А это возможно только в тогда, когда вы сами их проверили.
Аналогично и при какой-то проблеме. Например, инженер говорит, что поломался какой-то пресс. Чтоб разобраться во всем (кто виноват и что делать), вы, как руководитель, должны пойти и сами посмотреть, что там не так (а мы помним, что руководитель отлично знает как что работает).
Принцип 13: принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (нвмаваси)
У этого высказывания есть наш аналог – семь раз отмерь, один раз отрежь. Другими словами, решения принимаются долго, рассматриваются с разных сторон, обсуждаются, критикуются и анализируются. Но как только решение принято – оно моментально начинает внедрятся в жизнь. Никаких отсрочек и промедлений.
Такой пример. В европейской или американской компании сотрудник приходит к шефу и говорит – смотрите, у меня вот такая идея. Это повысит производительность на 15%. И там его похвалят, молодец, проявил инициативу.
В Тойоте же у него спросят – а какие побочные эффекты? Какие альтернативы ты рассмотрел? Почему из всех вариантов ты выбрал именно этот? И т.д. Но зато как только решение приняли – сразу же начинают реализовывать, без кучи дополнительных собраний и отсрочек.
Принцип 14: станьте обучающейся организацией за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен)
И последний принцип призывает постоянно развиваться, строить самообучающуюся организацию, которая сможет приспособится к любым условиям. Это поможет сократить расходы по очень многим статьям.
Вообще, про самообучающиеся организации сейчас довольно много книг и статей, поэтому, думаю, особо много тут распространяться не надо.
Главное понимать, что организация это живой организм, и живет он жизнью своих сотрудников, их взглядами, философией, проблемами. Если все сотрудники отлично себя чувствуют, с удовольствием ходят на работу, повышают свой уровень, постоянно учатся – все это отражается и на самой организации.
Ну вот и все принципы от ДАО TOYOTA. Переварите эту информацию. Уверен, многое сможете применить и для своей компании.
November 6th, 2017
Достижение Качества за Счет Оптимального Использования Запасов
Когда вы думаете о Toyota , вы думаете о качестве мирового класса. Так в чем же причина успеха Toyota? Очень простая концепция под названием Toyota Production System (TPS).
Посмотрим, как все начиналось. Делегация официальных лиц из Toyota посетила автомобильные заводы в Мичигане, принадлежащие Ford Motor Company , мировому лидеру в автомобильном производстве на тот момент времени. Делегация, однако, не была впечатлена увиденным – было обнаружено, что большое количество запасов попросту не используется. Представителей Toyota потрясло также то, документооборот между подразделениям в компании отличался день ото дня, что указывало на неоптимальное использование ресурсов. Таксим образом были выявлены потенциальные возможности для автоматизации в компании Ford! Это заявление никоим образом не отменяет вклад Генри Форда в автоматизацию автомобильной промышленности, а лишь отражает недостаток внимания, уделяемого надлежащему управлению запасами.
Эта же делегация посетила американский супермаркет под названием Piggly Wiggly , и этот визит произвел на них огромное впечатление. Они обнаружили, что в супермаркете пополнение и реструктуризация запасов производилась после того, как имеющиеся запасы были проданы. Это заставило Toyota всерьез переосмыслить свои методы управления запасами.
Делегация вернулась в Японию и применила знания, полученные в Piggly Wiggly, к процессу автоматизации. Они сократили количество запасов до минимального уровня, после чего запасы стали реорганизовываться в зависимости от их потреления. Этот принцип заложил основу системы управления запасами «точно вовремя».
Философия управления, построенная на основе передового опыта, породила систему Toyota Production. TPS объединяет управление производством и логистикой, а также взаимодействие между клиентом и поставщиком. Есть два основных принципа, на которых основывается TPS. Первый называется «Джидока», что означает «автоматизация с использованием человеческого интеллекта». Когда на конвейере возникает проблема, операторы авторизованы остановить всю производственную линию. Это делается для предотвращения производства дефектной продукции. Второе – это понятие «точно вовремя». Система TPS была построена на принципах, которых придерживался основатель Toyota – Сакичи Тойода. Они были разработаны между 1948 и 1975 годами командой Toyota, включающей Эйдзи Тойода, Шигео Синго и Тайичи Оно.
Три «М» в TPS: Мури, Мура и Муда:
Что такое Мури? Дословный перевод Мури – перегрузка. Процесс должен быть спланирован таким образом, чтобы обеспечить максимальную производительность, без «muri» или перегрузки.
Что такое Мура? Процесс, разработанный таким образом, чтобы производить то, что вам нужно, без каких-либо отклонений или “mura”.
Что такое Муда? Логично, что любая несогласованность или стресс в процессе будут генерировать потери или “muda”, которые должны быть устранены.
Концепции Muri, Mura и Muda очень просты, но настолько глубоки, а их понимание является настолько критически важным – что неудивительно, что теперь Toyota является синонимом качества.
Конечным требованием для любого процесса – сокращение или полное устранение потерь. В TPS говорится о 7 видах потерь (Муда). Они проявляются в перепроизводстве, излишних движениях, ожидании, излишней транспортировке, ненужной клиенту дополнительной обработке или создании ненужных характеристик, излишних потерях и корректировке дефектов. Устранение потерь лежит в основе системы TPS. Применение этой концепции в Toyota привело к снижению затрат и сокращению времени ротации запасов. Это и стало причиной того, что Toyota стала одной из десяти ведущих компаний во всем мире.
Прибыль, получаемая компанией, постоянно возрастает, и в 2007 году Toyota, наконец, заняла лидирующую позицию в рейтингах производителей автомобилей по объему производства. В книге Джеффри Лайкера «Дао Тойота» подробно рассказывается о системе TPS.